
Diameter tolerance
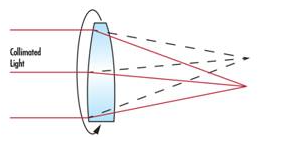
The diameter tolerance of circular optics provides an acceptable range of diameter values. This production specification will vary depending on the technical level and capabilities of certain optical processing companies that make optical products. Although the diameter tolerance will not have any effect on the optical performance of the optical product itself, if you want to install the optical product on any kind of holder, it is a very important mechanical tolerance that you must consider. For example, if the diameter of the lens deviates from its nominal value, the mechanical axis of the installed component may deviate from the optical axis, resulting in decentering of the light (Figure 1). Usually, the production tolerance of diameter is: +0.00/-0.10 mm means normal quality, +0.00/-0.050 mm means precision quality, and +0.000/-0.010 mm means high quality.
Center thickness tolerance
The thickness of the center of the optical element (*typically a lens) is the thickness of the material in the center of the optical element. The center thickness is measured by the mechanical axis of the lens, which is defined as the axis between the outer edges of the lens. The change in the thickness of the center of the lens will affect the optical performance, because the center thickness and the radius of curvature will determine the optical path length of the light passing through the lens. Generally, the production tolerance of the center thickness is: +/-0.20 mm means normal quality, +/-0.050 mm means precision quality, and +/-0.010 mm means high quality.
Radius of curvature
The radius of curvature refers to the distance between the apex of the optical element and the center of curvature. The radius can be positive, zero, or negative, depending on whether the surface is convex, flat, or concave. If you know the value of the radius of curvature, you can determine the optical path length of the light passing through the lens or mirror, and it also plays an important role in determining the surface power. The production tolerance of the radius of curvature is usually +/-0.5, but it can be as low as +/-0.1% in precise applications, or +/-0.01% when extremely high quality is required
center
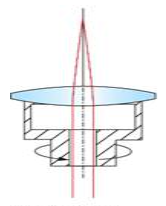
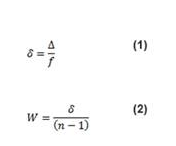
The center of the lens is also called centripetality or eccentricity, which is specified based on the beam deviation δ (Equation 1). Once the beam deviation is given, a simple relationship can be used to calculate the wedge angle W (Equation 2). The amount of eccentricity of the lens is the physical deviation of the mechanical axis from the optical axis. The mechanical axis of the lens is only the geometric axis of the lens, which is defined by its outer cylindrical surface. The optical axis of the lens is defined by the optical surface, which is a line connecting the centers of curvature of each surface. To perform a centripetal test, place the lens in a teacup and apply pressure to it. The pressure applied to the lens will automatically focus on the center of curvature of the first surface of the center of the teacup, and the center will also be aligned with the axis of rotation. The parallel light incident along this axis of rotation will pass through the lens and reach the focal point of the back focal plane. When the lens rotates with the rotation of the teacup, any eccentricity in the lens will disperse the focused beam and form a circular track with a radius of Δ in the back focal plane
Parallelism
Parallelism describes the relationship between two parallel surfaces. It is useful when specifying components such as windows and polarizers. Parallel surfaces are ideal planes to improve system performance. This is because they can minimize distortion, otherwise the distortion will reduce the quality of the image or light. Generally, this tolerance ranges from 5 arc minutes up to a few arc seconds.
Angle tolerance
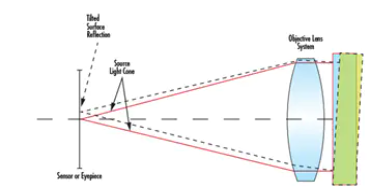
In elements such as prisms and beamsplitters, the angle created between the surfaces has an important influence on the performance of optical products. The angle tolerance is usually measured using a collimating telescope assembly, and its light source system emits parallel light. The collimating telescope will rotate around the surface of the optical product until the Fresnel generated is reflected back to the surface, and a light spot is generated on the top of the detected surface. This verifies that the parallel beam is incident on the surface exactly perpendicularly. Then, the entire collimating telescope assembly will rotate around the optical product to the next optical surface, and this process will be repeated. Figure 3 shows a general collimating telescope setup for measuring angular tolerances. The angular difference between the two measurement positions can be used to calculate the tolerance of the two optical surfaces. The range of angle tolerance can be reduced from a few arc minutes to a few arc seconds.
Chamfer
The glass corners are very fragile, so it is very important to protect them when handling or installing components. The most common way to protect these glass corners is to chamfer these edges. The chamfer can be used as a protective groove to prevent chipping on the edge. They are defined by the width and angle of their surface
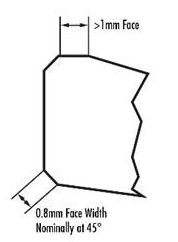
The most common cutting angle for chamfering is 45°, and the surface width is determined by the diameter of the optical product. Optical products with a diameter of less than 3.00mm (such as microlenses or micro prisms) usually do not need to be chamfered, because it is likely to produce edge gaps during the cutting process. It is worth noting that for a small radius of curvature, for example, when the diameter of the lens is greater than or equal to 0.85 x radius of curvature, there is no need to chamfer, because a large angle is formed between the lens surface and the edge.
Clear aperture
Clear aperture refers to the diameter of an optical element or the size of an optical element that must meet various specifications. Except for the clear aperture, the manufacturer cannot guarantee that the optical product meets the specified specifications. Due to production constraints, it is actually impossible to produce a clear aperture that is exactly the same as the diameter or length of the optical product multiplied by the width.
